 English
English русский
русский Español
Español عربى
عربى
ЦзинШи
ЦзинШи
ЦзинШи
ЦзинШи
ЦзинШи
ЦзинШи
ЦзинШи
ЦзинШи
ЦзинШи
Контент
- 1 Почему листовой металл требует выравнивания
- 2 Молот и выравнивание пламени
- 3 Пресс и выпрямление Пресс-выравнивание
- 4 Валковая правильная машина: от простых правильных машин до прецизионных систем
- 5 Выравнивание напряжения
- 6 Горячая прокатка и правка холодной прокатки
- 7 Гидравлическое точное нивелирование: современный промышленный стандарт
- 8 Выравнивание носилок
- 9 Как выбрать правильный метод выравнивания листового металла
- 10 Интеграция правки в полную производственную линию
Выравнивание листового металла является важным этапом в современном металлообработке. Прежде чем любая операция резки, гибки, сварки или штамповки сможет обеспечить стабильные результаты, сырье должно быть по-настоящему плоским — не только визуально плоским, но без напряжений и стабильным по размерам. Выбор неправильного метода нивелировки приводит к бракованию деталей, доработкам и сбоям последующих процессов. В этом руководстве рассматриваются все основные методы правки листового металла, объясняется физика каждого из них и дается практическая основа для выбора правильного подхода с учетом требований к вашему материалу, объему и точности.
Почему листовой металл требует выравнивания
Листовой металл покидает стан в виде рулонов. Во время намотки внешняя поверхность растягивается, а внутренняя сжимается, фиксируя противоположные напряжения в зернистой структуре материала. Когда сервисные центры разматывают, выпрямляют и разрезают лист по длине, эти напряжения не исчезают полностью — они остаются внутри того, что кажется плоским куском металла.
Проблема становится заметной в тот момент, когда применяется процесс термической резки, такой как лазерная или плазменная резка. Тепло снимает зафиксированные напряжения, и детали деформируются, изгибаются или образуют волнистость по краям и в центре. Такое же искажение возникает после штамповки или тонкой вырубки. Даже в деталях, обработанных механическим способом, наблюдаются остаточные напряжения, которые искажают геометрию во время последующей формовки или сварки.
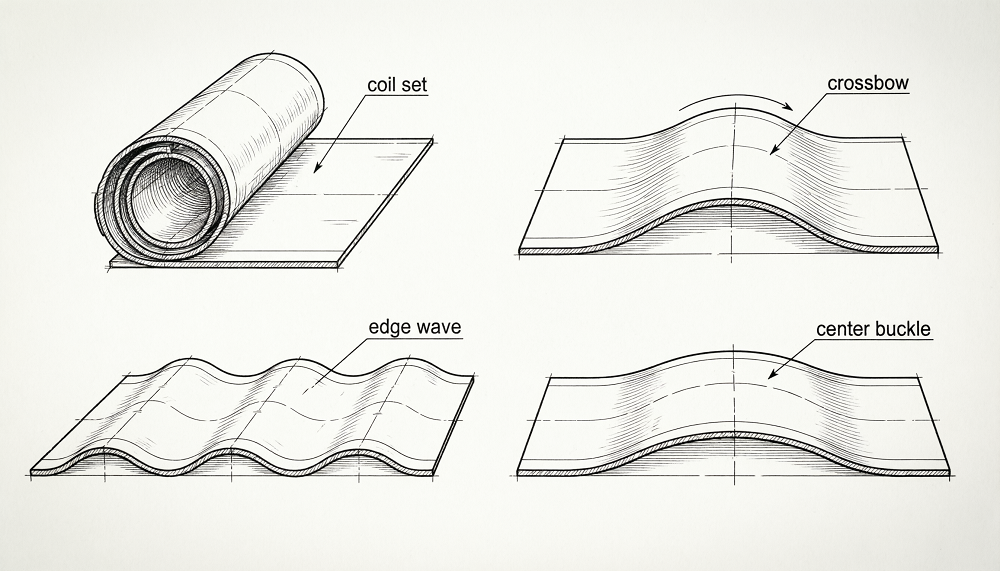
К распространенным дефектам плоскостности, которые необходимо устранить выравниванием, относятся:
- Комплект катушек: продольный изгиб, следующий за направлением намотки, наиболее сильный в направлении сердечника катушки.
- Арбалет: поперечный изгиб, перпендикулярный направлению прокатки, с центром, приподнятым над краями.
- Краевая волна: волнистые края, вызванные сжимающими напряжениями в краевых зонах относительно центра.
- Центральная пряжка: локализованное выпучивание в середине листа, где центр длиннее краев.
- Поворот: диагональное искажение поверхности детали, часто возникающее во время асимметричной резки или обработки.
Каждый тип дефекта имеет свой профиль напряжения и, следовательно, по-разному реагирует на каждый метод выравнивания. Понимание стандарты плоскостности листового металла перед выбором процесса нивелировки позволяет определить измеримый критерий приемки и избежать споров при вводе в эксплуатацию.
Молот и выравнивание пламени
Правка молотком — это старейший метод правки листового металла, который до сих пор используется в особых ситуациях, когда машинное выравнивание нецелесообразно. Опытный оператор целенаправленно ударяет по листу молотком, растягивая сжатые зоны и снимая локальные концентрации напряжений. Выравнивание пламени работает по схожему принципу: факел нагревает локализованную область, вызывая тепловое расширение; когда зона охлаждается и сжимается, она притягивает окружающий материал к нагретой точке, исправляя местный изгиб.
Оба метода требуют значительных навыков. Результаты напрямую зависят от способности оператора читать деталь, оценивать распределение напряжений и применять правильную энергию в правильной последовательности. Никакие два оператора не дают одинаковых результатов, и ни одна часть не может быть воспроизведена с уверенностью. Выравнивание одной детали может занять от 30 минут до нескольких часов, в зависимости от степени искажения и сложности детали.

Когда имеет смысл выравнивание молотком и пламенем
- Уже собранные конструкции или сварные детали, которые не могут пройти через роликовую машину.
- Очень небольшие объемы производства, при которых затраты на настройку станка не оправданы.
- Детали нестандартной формы или нестандартной формы, которые не подходят для направляющих станка.
- Корректировка готовых компонентов на месте при умеренных допусках на размеры.
Для производственных сред, где важны пропускная способность, повторяемость или прецизионные допуски на плоскостность, молотковое выравнивание и пламя не подходят. Человеческий фактор не позволяет гарантировать стабильные результаты для всей партии.
Пресс и выпрямление Пресс-выравнивание
Правильный пресс поддерживает лист или пластину в двух точках и применяет формующую матрицу, чтобы прижать материал ровно между этими точками опоры. Этот процесс нацелен на определенные места в той части, где сконцентрированы искажения. Обычно требуется несколько циклов прессования, прежде чем деталь достигнет приемлемой плоскостности, поскольку каждый ход пресса корректирует одну область, потенциально создавая напряжение в соседних зонах.
Некоторые производители используют листогибочные прессы в качестве импровизированных правильных станков, которые позволяют исправить одну видимую деформацию, но не устраняют распределенное внутреннее напряжение. Специальный правильный пресс обеспечивает лучший контроль, чем листогибочный пресс, перепрофилированный для правки, но все же не может сравниться по производительности или глубине снятия напряжений с роликовой системой.
Выравнивание одной детали на правильном прессе обычно занимает до 60 минут и требует квалифицированного специалиста для интерпретации поведения детали между ударами. Этот метод становится более практичным для листов толщиной более 50 мм, где роликовым правильным станкам может не хватать механической мощности, а также для мелкосерийного производства, где инвестиции в оборудование не оправданы.
Ограничения, которые следует учитывать
- Невозможно устранить распределенное внутреннее напряжение — только видимые геометрические дефекты в отдельных точках.
- Риск пружинения требует повторных циклов прессования и увеличения времени цикла.
- В значительной степени полагается на мнение оператора, что делает повторяемость между операторами переменной.
- Не подходит для тонкого листового металла — высокая концентрация местной нагрузки может привести к повреждению поверхности или появлению несмываемых следов.
Валковая правильная машина: от простых правильных машин до прецизионных систем
Правка роликами является наиболее широко используемым методом правки листового металла в промышленности. Лист проходит через ряд валков, расположенных в шахматном порядке, которые подвергают его чередующимся изгибам с постепенно уменьшающейся амплитудой. Эта повторяющаяся упругопластическая деформация перераспределяет внутренние напряжения по поперечному сечению и приводит материал к однородному плоскому состоянию без напряжений.
Основная физика следует за убывающей синусоидальной волной: входной конец прикладывает наибольшее изгибающее смещение, и каждая последующая пара роликов уменьшает смещение до тех пор, пока материал не выйдет в почти нейтральном напряженном состоянии. Эффективность процесса зависит от трех взаимосвязанных переменных: диаметр ролика, шаг ролика (расстояние между центрами) и глубина прессования (проникновение) .
Простые роликовые правильные машины (правильные машины)
В простых правильных машинах используется минимум семь роликов относительно большого диаметра и с большим расстоянием между ними. Они обрабатывают более толстые пластины и ограниченный диапазон толщины. Поскольку ролики не имеют активной поддержки против прогиба под нагрузкой, они прогибаются под давлением, вызывая неравномерный изгиб по ширине листа. Результаты плоскостности достаточны для общих структурных применений, но недостаточны для точного производства. Часто требуется несколько проходов через машину, и процесс правильной установки роликов по-прежнему зависит от опыта оператора.
Прецизионные многовалковые правильные станки
На прецизионных правильных машинах за рабочими роликами установлены промежуточные и опорные ролики, чтобы предотвратить прогиб под нагрузкой. Это позволяет использовать меньшие диаметры рабочих роликов и меньший шаг, что увеличивает количество циклов гибки на единицу длины листа и улучшает возможности машины по исправлению коротковолновых дефектов, таких как краевые волны и центральные коробления. Прецизионные системы могут достигать значений плоскостности 0,1 мм/м или лучше — требования к пильным полотнам, деталям прецизионной штамповки и сборкам листового металла с точными допусками.
По сравнению с ручными методами выравнивание роликами значительно сокращает время цикла. Деталь, для которой требуется 10 минут ручного правки листогибочным тормозом или молотком, может быть обработана менее чем за одну минуту на прецизионном роликовом правильном станке, что приводит к измеримому снижению затрат при больших объемах операций.
Прокатная машина (трехвалковые системы)
В самой простой конфигурации на основе роликов используются три смещенных ролика. Лист огибает ролики при прохождении, и процесс повторяется до тех пор, пока плоскостность не станет приемлемой. Этот подход эффективен только для деталей с простыми однородными дефектами плоскостности. Он не устраняет внутреннее напряжение и требует многократного повторения для любого материала со значительными искажениями. Он лучше всего подходит для мастерских, занимающихся легкой коррекцией изгибов при небольшом объеме работы.
Выравнивание напряжения
Выравнивание натяжением растягивает лист в продольном направлении, протягивая его между двумя натяжными катушками до тех пор, пока приложенное напряжение не превысит предел текучести материала. Поскольку лист поддается равномерно по всему поперечному сечению, разница напряжений между ранее сжатыми и растянутыми зонами разрушается, и материал выходит в плоском состоянии с низким остаточным напряжением.
Многие промышленные системы правки натяжением сочетают гибку роликами с натяжением в гибридном подходе: лист сначала проходит через гибочные ролики для перераспределения общего напряжения, затем подвергается натяжению для достижения окончательной плоскостности и однородности толщины. Эта комбинация особенно эффективна для высокопрочных сталей и очень тонких материалов, где роликовые системы с трудом обеспечивают достаточный изгиб без повреждения поверхности при контакте.
Лучшие приложения для выравнивания напряжения
- Очень тонкий лист и фольга, на поверхности которых остаются валики небольшого диаметра.
- Высокопрочные марки стали с отношением текучести к растяжению, близким к 1,0, которые трудно согнуть без перенапряжения.
- Линии обработки рулонов, где материал движется непрерывно и контролируется натяжение, уже являются частью архитектуры линии.
- Области применения, где однородность толщины по ширине так же важна, как и плоскостность.
Недостатком является сложность и капитальные затраты. Выравнивание натяжения требует точного контроля натяжных барабанов и тщательной калибровки, чтобы избежать возникновения новых продольных напряжений из-за неравномерного натяжения. Он менее практичен для детального выравнивания после резки и в основном используется при обработке рулонов.
Горячая прокатка и правка холодной прокатки
При холодной прокатке лист проходит через ролики при комнатной температуре или близкой к ней, оказывая высокое давление, которое пластически деформирует материал. Этот метод не только исправляет плоскостность, но и улучшает качество поверхности и механические свойства — твердость и прочность на разрыв повышаются за счет наклепа. Это целесообразно, когда качество поверхности является основным требованием, например, для заготовок панелей кузова автомобиля или подложек для точного машиностроения. Ограничением является то, что холодная прокатка доступна только для более тонких листов; очень толстые пластины требуют чрезмерного усилия, а эффект наклепа может снизить пластичность до такой степени, что это повлияет на последующую формовку.
При горячей прокатке лист нагревается выше температуры рекристаллизации перед прохождением его через правильные валки. Повышенная температура снижает предел текучести и увеличивает пластичность, что значительно облегчает деформацию толстых листов. Тепло также ускоряет снятие стресса. Этот подход является стандартным при первичной обработке стали и производстве листового проката для судостроения. Энергетические затраты на нагрев являются основным эксплуатационным недостатком, а термическая обработка может изменить микроструктуру материала таким образом, что потребуется проверка после обработки для приложений, чувствительных к спецификациям.
Гидравлическое точное нивелирование: современный промышленный стандарт
Гидравлическое прецизионное правление представляет собой современное состояние правки листового металла для производственных условий. В отличие от механических роликовых правильных станков, в которых сила прижима фиксируется регулировкой винта, гидравлическая выравнивающая машина использует гидравлические цилиндры с замкнутым контуром для динамического управления силой прижима и зазором между валками по всей ширине листа. Это позволяет системе поддерживать постоянную энергию изгиба, даже если толщина материала, предел текучести или температура варьируются в пределах производственной партии.

Принцип работы остается попеременным упруго-пластическим изгибом, но точность гидравлического привода открывает возможности, с которыми механические системы не могут сравниться:
- Широкий ассортимент материалов: Гидравлические системы могут обрабатывать материалы от ультратонкой медной фольги толщиной 0,1 мм до листов из специального сплава толщиной 60 мм в рамках одного семейства машин, переключаясь между ними с помощью сохраненных рецептов.
- Активный контроль коронки: Опорные ролики за рабочими роликами регулируются гидравлически по зонам, компенсируя отклонение роликов под нагрузкой и обеспечивая равномерный изгиб широких листов, что крайне важно для одновременного устранения краевых волн и центральных короблений.
- Повторяемая операция на основе рецепта: параметры, зависящие от материала (сила, проникновение, скорость), сохраняются и вызываются автоматически, что исключает возможность изменения настроек в зависимости от оператора в зависимости от смены.
- Обращение с перфорированными и термообработанными материалами: Усовершенствованный позонный контроль давления роликов обеспечивает выборочное удлинение по ширине, что позволяет выравнивать материалы, которые не позволяют использовать более простые системы — перфорированные листы, термообработанные заготовки и высокопрочные плиты.
Ключевое различие между конструкциями гидравлических выравнивателей заключается в архитектуре управления. Управление только гидравлическим давлением не эквивалентно управлению с обратной связью положением ролика или усилием цилиндра. Обратная связь по положению и усилию — через линейные шкалы и тензодатчики — обеспечивает повседневную повторяемость в условиях дрейфа температуры масла, изменения реакции клапана и постепенного износа компонентов. Машины, которые полагаются только на контроль давления, будут давать стабильные результаты только в узком рабочем диапазоне.
Для массового производства автомобильных компонентов, прецизионного листового металла, деталей лифтов, пильных полотен и корпусов для электроники гидравлическое прецизионное нивелирование — это метод, который делает гарантии плоскостности на уровне производства достижимыми и проверяемыми. Изучите полный спектр промышленные приложения где прецизионное нивелирование обеспечивает измеримое улучшение процесса.
Выравнивание носилок
Для выравнивания носилок используются гидравлические зажимы, которые захватывают лист с обоих концов и тянут его в нескольких направлениях одновременно, пока внутренние напряжения не выровняются за счет равномерной податливости по всему поперечному сечению. В отличие от правки натяжением на линиях обработки рулонов, правка натяжным устройством осуществляется на отдельных листах или пластинах и предназначена для материалов, в которых продольный и поперечный градиенты напряжений требуют коррекции за одну операцию.
Этот метод обеспечивает превосходную плоскостность и снятие остаточных напряжений, но он медленнее, чем непрерывная роликовая правка или правка натяжением, и лучше всего подходит для дорогостоящих малосерийных применений, таких как производство листов аэрокосмической промышленности, толстых конструкционных заготовок или листов из специальных сплавов, где стоимость детали оправдывает более длительное время цикла. Требуется тщательная калибровка: недостаточное растяжение оставляет остаточное напряжение; чрезмерное растяжение навсегда изменяет размеры и механические свойства.
Как выбрать правильный метод выравнивания листового металла
Правильный метод правки определяется сочетанием свойств материала, объема производства, требований к плоскостности и геометрии детали. В следующей таблице приведены ключевые критерии выбора для всех основных методов.
| Метод | Диапазон толщины | Объем Пригодность | Качество плоскостности | Снятие стресса | Типичный случай использования |
|---|---|---|---|---|---|
| Молот / Пламя | Любой | 1–5 шт. | Низкая/переменная | Частичный (только локально) | Сварные работы, ремонт на месте. |
| Выпрямляющий пресс | > 50 мм типично | Маленькая партия | Умеренный | Частичная (точечная коррекция) | Толстая пластина, видимая деформация |
| Простой роликовый правильный станок | Средне-толстый | Средний | Умеренный | Ограниченный | Общая структурная пластина |
| Прецизионный роликовый правильный станок | Тонкий-средний | Высокий | Высокий (≤ 0.5 mm/m) | Хорошо | Штамповка, подготовка к лазерной резке |
| Выравнивание напряжения | Очень тонкий – высокая прочность | Высокий (coil line) | Очень высокий | Отлично | AHSS, обработка фольги, рулонов |
| Холодная прокатка для правки | Тонкий | Высокий | Очень высокий | Хорошо | Кузовные панели автомобилей, прецизионные детали |
| Горячая прокатка для правки | Толстая пластина | Высокий (mill-scale) | Умеренный–high | Хорошо | Конструкционная сталь, судостроительная плита |
| Гидравлическое точное выравнивание | 0,1 мм – 60 мм | Высокий | Очень высокий (≤ 0.1 mm/m) | Отлично | Прецизионное производство, производство смешанных материалов |
| Выравнивание носилок | Средне-толстый | Низкий–средний | Очень высокий | Отлично | Аэрокосмическая пластина, специальные сплавы |
Практическая логика выбора
Начните со своего материала. Если вы обрабатываете широкий спектр сплавов и толщин на одном предприятии, то гидравлическая прецизионная правка является единственным методом, который обрабатывает весь спектр с соблюдением рецептуры. Если ваша деятельность ограничена одним семейством материалов при больших объемах, прецизионный роликовый правильный станок, оптимизированный для этого окна, может быть более рентабельным. Для очень тонкой фольги или современной высокопрочной стали на непрерывной линии рулонов правка натяжением обеспечивает наиболее однородные результаты. Для периодической корректировки толстых листов или доработки сварных деталей практичным выбором остается пресс или выпрямляющий пресс.
Затем рассмотрите свои последующие процессы. Если выровненный лист будет разрезаться лазером, уровень остаточного напряжения после выравнивания имеет такое же значение, как и геометрическая плоскостность — термическая резка снимет все оставшееся напряжение. Если он будет подвергнут точной штамповке или формованию, доминирующим требованием является однородность плоскостности по ширине. Определение чувствительности ниже по потоку перед выбором метода гарантирует, что этап выравнивания действительно решит проблему, а не просто переместит ее.
Для более глубокого сравнения методик и конфигураций оборудования можно воспользоваться руководством по методы выравнивания металла охватывает дополнительную информацию на уровне инструмента для каждого подхода.
Интеграция правки в полную производственную линию
В современном производстве листового металла правка редко выполняется как изолированный этап. Наибольшая отдача от инвестиций в правильную обработку достигается, когда правильная машина интегрирована в подключенную производственную линию, связанную с разматывателем на входе, системой резки или штамповки на выходе, а также с центральной системой данных, которая регистрирует параметры материала, настройки усилия и результаты плоскостности для отслеживания.
Обработка материала на основе рецептов является практическим механизмом: при изменении идентификатора материала программа правки меняется автоматически, что исключает время ручной настройки и риск использования неправильных параметров для нового сплава или толщины. Обратная связь при последующих проверках — когда результаты измерения плоскостности используются для уточнения следующего цикла правки — замыкает цикл и обеспечивает постоянное улучшение без вмешательства оператора.
Независимо от выбранного метода выравнивания, наряду с плоскостностью необходимо контролировать целостность поверхности. Маркировка валков, налеты от загрязненных валков и микроцарапины на чувствительных сплавах, таких как алюминий или медь, являются причинами брака, которые появляются после правки, а не во время нее. Дисциплина технического обслуживания — очистка роликов, чистота масла, калибровка датчиков и периодическая проверка геометрии — это рабочая практика, которая обеспечивает постоянство результатов нивелировки с течением времени.
Для производителей, оценивающих решения для точного гидравлического нивелирования для интеграции в свои производственные линии, обзор приложения предоставляет рекомендации по настройке в зависимости от отрасли и типа материала.




